Производство немагнитных буровых воронок: Точный процесс для гарантированной производительности
Производственная задача для немагнитных инструментов
Для достижения стабильных немагнитных свойств требуется:
⚠️ Сверхчистая сталь с контролируемым химическим составом
⚠️ Точная термическая обработка для сохранения аустенитной структуры
⚠️ Строгое тестирование на каждом этапе производства
⚠️ Документированная прослеживаемость от сырья до готовой продукции
Наш производственный процесс обеспечивает:
✅ Гарантированная магнитная проницаемость <1.005 μ
✅ Превосходные механические свойства Соответствие требованиям к бурильной колонне
✅ Полная прослеживаемость с полной документацией
✅ Соответствие стандартам API и SY/T5144
8-этапный производственный процесс
Комплексный производственный процесс
Выбор сырья
Электрошлаковая переплавка
Точная ковка
Усиление решения
Ультразвуковой контроль
Механическая обработка
Испытание на магнитную проницаемость
Контроль готовой продукции
Подробные технические характеристики процесса
1. Плавка и электрошлаковая переплавка (ЭШП)
| Параметр процесса | Технические характеристики | Цель качества |
|---|---|---|
| Чистота сырья | 99.9% чистый никель/хром | Контролирует содержание магнитных элементов |
| Температура ESR | 1600-1700°C под контролем | Удаляет загрязнения и оксиды |
| Состав шлака | Индивидуальная фтористая основа | Оптимальная сероочистка и раскисление |
| Качество заготовок | Однородная аустенитная структура | Стойкие немагнитные свойства |
2. Процесс точной ковки
| Параметры ковки | Стандарт управления | Результат Выгода |
|---|---|---|
| Температура ковки | 1150-1200°C точный контроль | Предотвращает выпадение сигма-фазы |
| Скорость деформации | 60-70% редукция | Улучшает структуру зерна |
| Скорость охлаждения | Управляемое воздушное охлаждение | Сохраняет аустенитную стабильность |
3. Упрочняющая термическая обработка раствором
| Стадия лечения | Параметры процесса | Металлургический эффект |
|---|---|---|
| Лечение раствором | 1050°C ±10°C, закалка в воде | Растворяет карбиды в аустените |
| Стабилизация | Выдержка 850°C, контролируемое охлаждение | Предотвращает сенсибилизацию |
4. Протокол комплексного тестирования
| Тип испытания | Метод Стандарт | Критерии приемлемости |
|---|---|---|
| Ультразвуковой контроль | API Spec 7-1 Приложение H | Нулевые показания >3% толщина стенки |
| Магнитная проницаемость | Метод ASTM A342 | ≤1,005 μ максимум |
| Химический анализ | Оптическая эмиссионная спектроскопия | Соответствует составу API/SY/T5144 |
Метрики обеспечения качества
Гарантия на магнитные свойства
- Диапазон проницаемости: 1,002-1,005 μ (в 10 раз лучше, чем обычная сталь)
- Частота тестирования: Через каждые 150 мм по длине воротника
- Сертификация: Каждый воротник включает карту магнитной проницаемости
Механические свойства
| Недвижимость | Минимальное значение | Метод испытания |
|---|---|---|
| Предел текучести | 120 кси | ASTM A370 |
| Ударная вязкость | 60 ДЖ ПРИ -20°C | ASTM E23 |
| Твердость | HRC 22-28 | ASTM E18 |
Краткое описание преимуществ производства
✅ Соответствие материалов
- Технология ESR обеспечивает ультрачистую сталь с контролируемым химическим составом
- Точная ковка создает равномерную зернистую структуру по всей поверхности
✅ Гарантия собственности
- Укрепление раствора оптимизирует немагнитные характеристики
- Несколько этапов тестирования Проверяйте производительность на каждом этапе
✅ Прослеживаемость и документация
- Полное отслеживание тепла от плавки до окончательного контроля
- Индивидуальная сертификация воротников включая все результаты тестов
Применение в промышленности и производительность
Важнейшие скважинные приложения
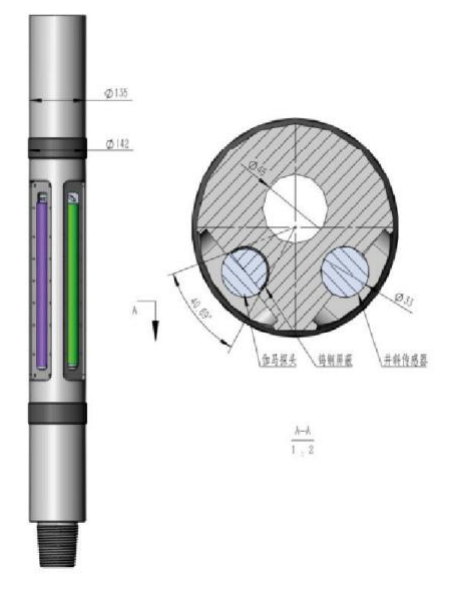
- Жилье MWD/LWD - требование к точности съемки
- Наклонно-направленное бурение - защита от магнитных помех
- Операции по геоустановке - надежная оценка пласта
- Кислые условия обслуживания - необходимость в коррозионной стойкости