无磁钻铤制造:精密工艺保证性能
非磁性工具的制造挑战
要获得一致的非磁性能,需要:
⚠️ 超洁净钢 化学成分受控
⚠️ 精确的热处理 以保持奥氏体结构
⚠️ 严格测试 在每个生产阶段
⚠️ 记录在案的可追溯性 从原材料到成品
我们的制造工艺可提供:
✅ 保证磁导率 <1.005 μ
✅ 卓越的机械性能 匹配钻铤要求
✅ 完全可追溯性 文件齐全
✅ 符合 API 和 SY/T5144 标准
8 级制造工艺
全面的生产工作流程
原材料选择
电渣重熔
精密锻造
加强解决方案
超声波测试
机械加工
磁导率测试
成品检验
详细工艺规格
1.熔炼和电渣重熔(ESR)
| 工艺参数 | 规格 | 质量目标 |
|---|---|---|
| 原材料纯度 | 99.9% 纯镍/铬 | 控制磁性元件含量 |
| ESR 温度 | 控制温度为 1600-1700°C | 去除杂质和氧化物 |
| 炉渣成分 | 定制氟化物 | 优化脱硫和脱氧 |
| 铸锭质量 | 均匀奥氏体结构 | 稳定的非磁性能 |
2.精密锻造工艺
| 锻造参数 | 控制标准 | 成果效益 |
|---|---|---|
| 锻造温度 | 1150-1200°C 精确控制 | 防止西格玛相沉淀 |
| 变形率 | 60-70% 减少 | 细化颗粒结构 |
| 冷却率 | 可控空气冷却 | 保持奥氏体稳定性 |
3.固溶强化热处理
| 治疗阶段 | 工艺参数 | 冶金效果 |
|---|---|---|
| 解决方案 | 1050°C ±10°C,水淬 | 溶解奥氏体中的碳化物 |
| 稳定 | 850°C 保温,受控冷却 | 防止过敏 |
4.综合测试规程
| 测试类型 | 方法标准 | 验收标准 |
|---|---|---|
| 超声波测试 | API Spec 7-1 附录 H | 零指标 >3% 壁厚 |
| 磁导率 | ASTM A342 方法 | ≤1.005 μ 最大值 |
| 化学分析 | 光学发射光谱 | 符合 API/SY/T5144 成分要求 |
质量保证指标
磁性能保证
- 渗透率范围:1.002-1.005 μ(比传统钢材好 10 倍)
- 测试频率:沿衣领长度每隔 150 毫米
- 认证:每个项圈都包含磁导率图
机械性能
| 财产 | 最低值 | 测试方法 |
|---|---|---|
| 屈服强度 | 120 ksi | ASTM A370 |
| 冲击韧性 | 60J @ -20°C | ASTM E23 |
| 硬度 | HRC 22-28 | ASTM E18 |
制造优势摘要
✅ 材料一致性
- ESR 技术 通过可控化学反应确保钢材的超洁净度
- 精密锻造 形成均匀的颗粒结构
✅ 财产担保
- 加强解决方案 优化非磁性特性
- 多个测试阶段 层层验证性能
✅ 可追溯性和文档
- 完整的热跟踪 从熔化到最终检验
- 个人衣领认证 包括所有测试结果
行业应用与性能
关键井下应用
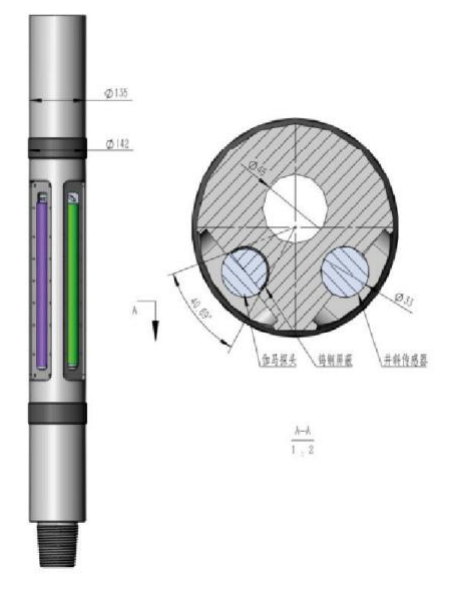
- MWD/LWD 住房 - 精确测量精度要求
- 定向钻探 - 防磁干扰
- 地质导向操作 - 可靠的地层评估
- 酸性服务环境 - 耐腐蚀的必要性