Safeguarding the BHA: How Drill Pipe Filters Protect Downhole Tools from Debris
In the precise and high-pressure world of downhole drilling, even the smallest piece of debris can be catastrophic. Whether it’s metallic shavings from casing milling, scale from aged tubulars, or elastomer remnants from drill bit seals, foreign material in the drilling fluid is a constant threat. 钻杆过滤器 serve as the vital final checkpoint, ensuring that only clean, filtered mud reaches the sensitive Measurement-While-Drilling (MWD) and Logging-While-Drilling (LWD) suites at the bottom of the string.
1. The Threat of Downhole Debris
Drilling fluid is never truly “pure.” As it circulates through the rig’s surface equipment and down the drill string, it can pick up various contaminants:
- Metallic Shavings: Often introduced during fishing, milling, or simply from natural wear in the drill string connections.
- Scale and Rust: Common in older wells or when reusing casing strings.
- Elastomer Fragments: Bits of rubber from pump pistons, pipe protectors, or seals that have begun to degrade. These particles are the primary cause of “nozzle plugging”—which spikes standpipe pressure and can lead to BHA failure.
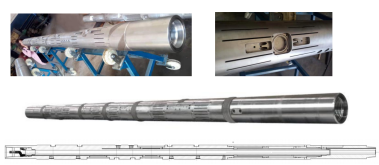
2. The Mechanics of the Drill Pipe Filter
A Drill Pipe Filter is essentially a high-strength, precision-perforated cylindrical screen installed in the tool joint of a drill pipe or within a dedicated sub just above the BHA.
- The “Trap” Mechanism: As drilling fluid passes through, the filter captures particles larger than the nozzle diameter. By doing so, it ensures that even if debris bypasses the surface shale shakers, it will not be able to reach the delicate MWD turbine or the bit nozzles.
- Flow Capacity: Modern filters are engineered with an optimized Total Flow Area (TFA), ensuring that the filtration process does not cause an unnecessary pressure drop that would interfere with telemetry signals.
3. Protecting MWD/LWD Reliability
MWD/LWD tools are the “brains” of the BHA. They contain turbines, pulsers, and electronic sensors that are highly susceptible to clogging.
- Pulser Protection: Many MWD systems rely on a mud pulse valve that moves rapidly. If a small pebble or metal shard gets caught in this valve, the MWD signal will be lost, necessitating a costly trip out of the hole.
- Sensor Longevity: By removing debris, filters ensure that internal fluid passages remain clear, preventing sensor drift and potential electronic “blackouts.”
4. Reducing Nozzle Plugging and Pressure Spikes
Nozzle plugging is one of the most common causes of Non-Productive Time (NPT). When a bit nozzle plugs, the standpipe pressure spikes, and the rig must often pause operations or pump “pills” to try to clear the blockage.
- Proactive Prevention: By installing a Drill Pipe Filter directly above the bit or motor, you are proactively removing the particles that would otherwise cause these pressure fluctuations. This keeps the ROP consistent and the drilling process smooth.
5. Strategic Placement
To be effective, filters are typically placed at two strategic locations:
- The “Main” Filter: Placed in the top-hole drill string to catch large debris before it enters the deeper part of the hole.
- The “Point-of-Use” Filter: Placed immediately above the MWD/LWD suite or the mud motor to act as the final, high-precision shield for the most sensitive tools.
6.结论
The Drill Pipe Filter is a low-cost, high-impact component that acts as the final insurance policy for your BHA. In 2026, where the cost of a single “trip” to the surface can exceed the cost of the entire drilling hardware package, filtering out debris is simply common sense. By ensuring that your mud is clean, you are ensuring that your downhole equipment stays working, on target, and in the hole.